138号 AUTUMN 目次を見る
■目次
■はじめに
EX‑3プレスはメタルフレーム用のプレスポーセレンシステムです。基本的な使用方法としては、オペークを塗布・焼成したメタルフレーム上にワックスアップを行い、埋没、焼却、インゴットをプレスし、ステインの塗布やLF陶材(ロー・フューズ:低温焼成陶材)の築盛で歯冠形態を回復します。
また、応用方法としては、ステイン法でインレー、ラミネートベニアやジャケットクラウン(前歯単冠)の製作も可能です。

図1a EX‑3プレス LF & EX‑3プレス インゴット
図1b EX‑3プレス ペーストオペーク


■特長
- ・メタルフレームにプレスする場合は、最終歯冠形態を回復後にステイニングで仕上げる「ステイン法」、象牙質形態までプレスで回復後にLF陶材を築盛して仕上げる「レイヤリング法」の選択が可能です。
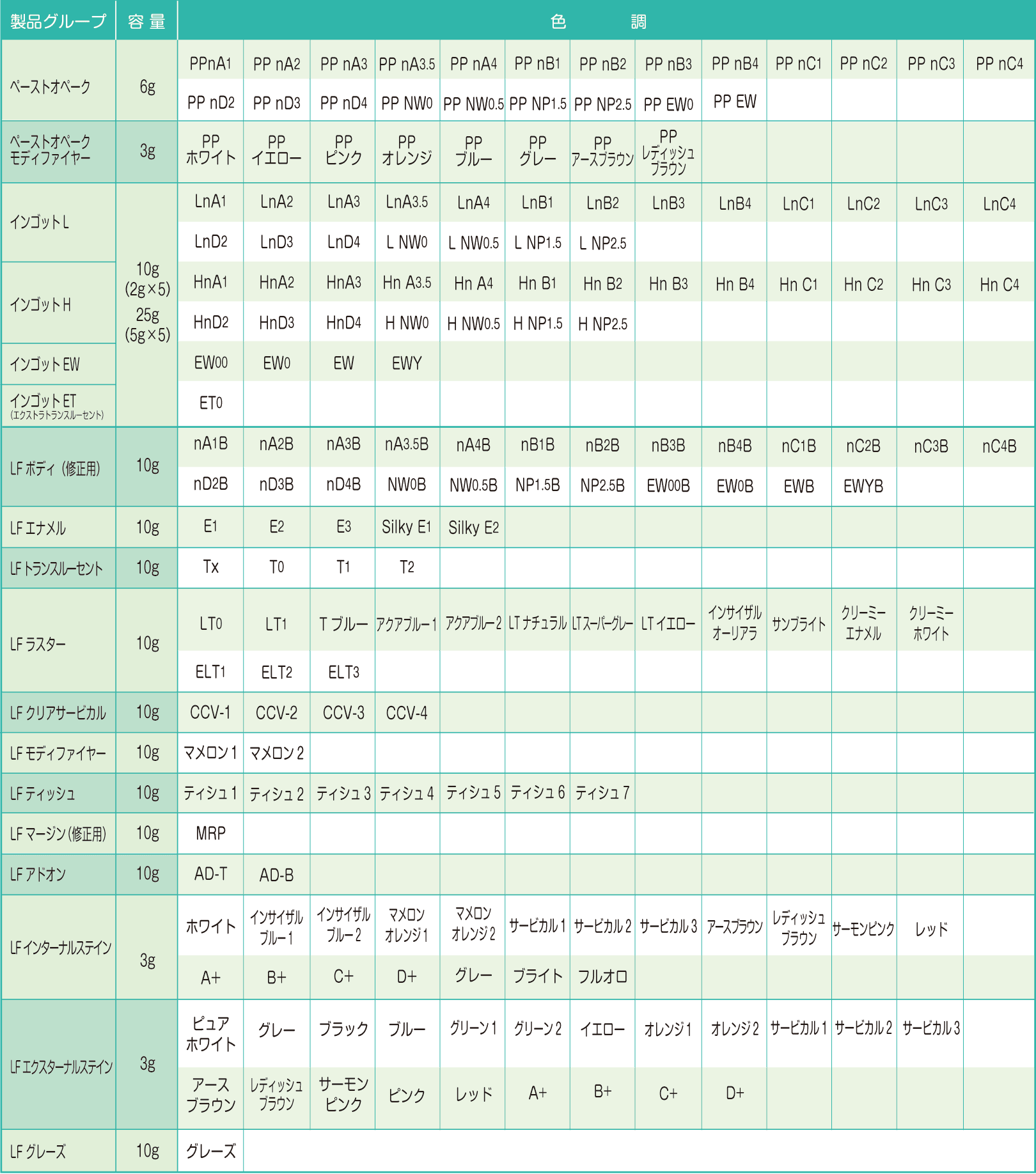
- ・透過性の高いインゴットH(ステイン法用)、透過性の低いインゴットL(レイヤリング法用)それぞれに20シェード(A、B、C、D、NP、NW)があります。
- ・ホワイトニングシェードへの対応を強化するため、EWシェード(エステティックホワイトシェード)4色もラインナップに加えました(図1c)。
- ・インレー製作用として透過性の高い『インゴットET』(エクストラトランスルーセント、1色)があります(図1d)。
- ・プレステクニックを用いることで、簡便に適合の良いポーセレンマージンを得ることができます。

図1C EX‑3プレス エステティックホワイト(EWシリーズ)
図1d EX‑3プレス エクストラトランスルーセント(ET 0)


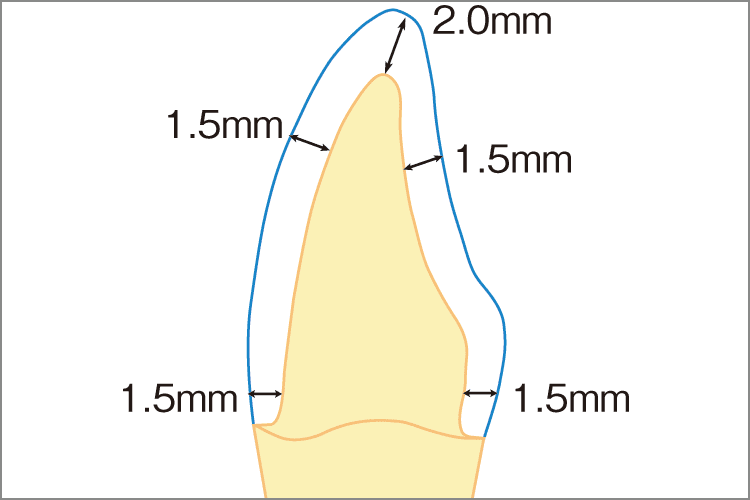
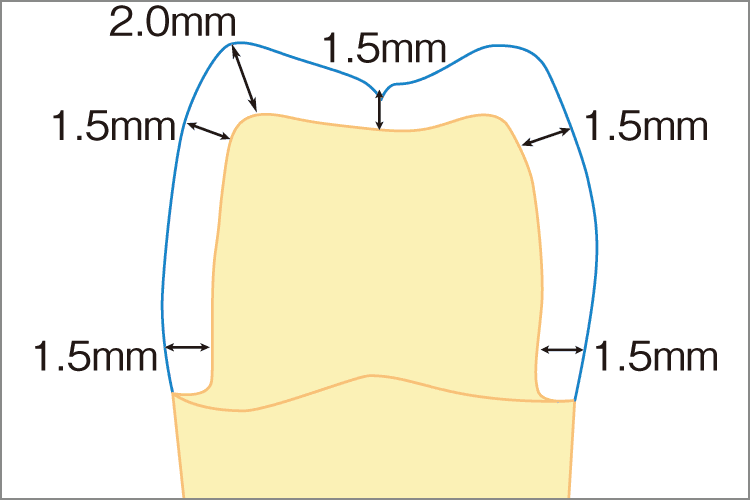
■形成
■製作手順
メタルフレームの準備
通法に従いメタルフレームを製作します。使用する合金メーカーの指示に従い、ディギャッシングまで行います。
※推奨合金
- 熱膨張係数:
- 13.7-14.1×10-6K-(1 50‑500℃)JIS規格
13.8-14.2×10-6K-(1 25‑500℃)ISO規格 - 銀:
- 含有率が10%以下であること
- 銅:
- 含まないこと
- 推奨品:
- ノリタケN-35P(図4)
ペーストオペーク塗布・焼成
EX‑3プレス ペーストオペーク(PP)を2回塗布、焼成します(図5、6)。
1回目は金属色を70%程度遮蔽できる厚みに、2回目で金属色を完全に遮蔽するよう塗布します。焼成後は卵の殻程度のつやが出ているかを確認してください。
ワックスアップ・スプルーイング
PP焼成後のフレームにワックスアップを行います(図7)。ステイン法の場合は最終形態、レイヤリング法の場合は象牙質形態を回復します。
ワックスアップ後、スプルーイングを行います(図8)。1歯に1本のスプルーを立てます。大臼歯などワックス量の多い場合は2本立てる場合もあります。
埋没・焼却
推奨埋没材はウィップミックスPC15(製造・米:ウィップミックス、製造販売・東京歯科産業)です。この埋没材を液:水=16:11で使用します。埋没後は15分放置し、リングファーネスに入れます。焼却時間はリングサイズにより異なりますが、リング100を使用した場合で45分です。
プレス
焼却後リングファーネスから鋳型を出し、すぐにEX‑3プレス インゴット、EX‑3プレス ディスポプランジャーを鋳型に挿入し、プレスファーネスにセット、プレススケジュールを開始します。
プレス終了後、鋳型はプレスファーネスから取り出し、室温まで徐冷します。
掘り出し
徐冷後、ディスクや石こう鉗子を使用して鋳型を切断します。
その後、アルミナサンドブラスト(50μm、0.4‑0.6MPa)で埋没材を大まかに除去します。インゴット成形体に近づいてきたらガラスビーズ(0.2MPa)に替え、チッピングに注意して完全に埋没材を除去します(図9)。
スプルーカット、形態修整
スプルーをカットし、形態修整を行います(図10)。ステイン法、レイヤリング法いずれの場合も形態調整には切削効率の良いダイヤモンドバーやディスクを使用します。当社では「プロテックダイヤモンドポイント」をご用意しています。形態修整後は超音波洗浄を行います。
※合金中の銀、またはポーセレンファーネスの汚染によりまれに黄変することがあります。その場合は超音波洗浄後に『ACTリキッド』(図11)を塗布、完全に乾燥させ、以下の手順に移ります。焼成を繰り返す場合は、都度ACTリキッドを塗布、乾燥させてから築盛などに移って下さい。

図4 プレス用合金 ノリタケN‑35P
図5 EX‑3プレス ペーストオペーク塗布
図6 EX‑3プレス ペーストオペーク2次焼成後
図7 ワックスアップ
図8 スプルーイング
図9 掘り出し
図10 形態修整後(ステイン法)
図11 ACTリキッド








ステイン法(インゴットH、EWを使用)
エクスターナルステイン塗布・焼成
EX‑3プレス LFエクスターナルステインを使用して色調を整えます(図12)。彩度を上げたい場合はクロマアップステイン(Aシェードの場合はA+)、切端や咬合面部にはピュアホワイト、グレーやブルーなどを塗布、焼成し色調を整えます。
1次グレーズ
インゴット成形体はセルフグレーズではツヤは出ませんので、EX‑3プレス LFグレーズを使用してください。ISリキッドで通常より硬めに練和したLFグレーズを塗布、焼成します(図13)。
コンタクト調整・形態修整
1次グレーズ後一旦、コンタクト調整および必要に応じて形態修整を行います。
2次グレーズ
1次グレーズよりもゆるく練和したLFグレーズを塗布、焼成して完成です(図14)(1次グレーズで必要なつやが出ている場合、この作業は必要ありません)。

図12 ステイン法 EX‑3プレス LFエクスターナルステイン(表面ステイン)塗布
図13 ステイン法 EX‑3プレス LFグレーズ
図14 ステイン法 完成



レイヤリング法(インゴットLを使用)
歯冠色陶材の築盛・焼成
EX‑3プレス LFエナメル、トランスルーセント、もしくはラスターを築盛、焼成します。EX‑3プレス LFインターナルステインを使用して内部ステインを行うことも可能です(図15、16)
形態修整
通法に従い形態修整を行います。
グレーズ
セルフグレーズ、もしくはEX‑3プレス LFグレーズを使用してグレーズを行います。インゴット成形体が露出している部分はセルフグレーズではツヤは出ませんので、LFグレーズを使用してください(図17)。
応用として
EX‑3プレスは「インゴットH」、「インゴットET0」を利用することによりメタルフレームを用いずに、インレー、オンレー、ラミネートベニア、ジャケットクラウン(前歯単冠)への応用が可能です(図18)。

図15 レイヤリング法 EX‑3プレス LFエナメル築盛
図16 レイヤリング法 EX‑3プレス LFトランスルーセント築盛
図17 レイヤリング法 EX‑3プレス 完成
図18 インレー製作例




■終わりに
本製品が皆様の日々の臨床やラボ運営の円滑化の一助になればと思います。
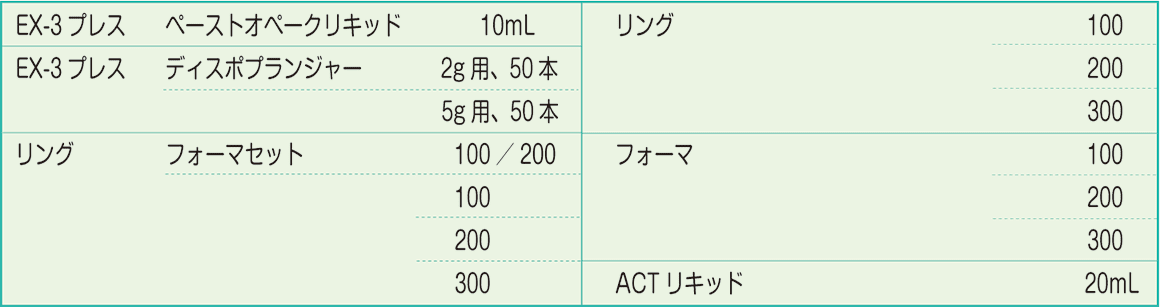
製品構成
関連材
同じ筆者の記事を探す【 クラレノリタケデンタル株式会社 】
モリタ友の会会員限定記事
- 177号 Trends 「クリアフィル® マジェスティ® ESフロー」 ユニバーサルシェードの特長-使いやすさはそのままに、シェード選択、在庫管理の手間を軽減-
- 168号 Trends フレーム用ジルコニアディスク「ノリタケカタナ® ジルコニア」HTおよび新製品LTについて
- 168号 Trends プライマー不要、シラン処理ができるレジンセメント「SA ルーティング® Multi」について
- 166号 Trends 接着も簡便性も妥協しない「クリアフィル® ユニバーサルボンド Quick ER」について
- 165号 Trends 歯科切削加工用CAD/CAMレジン材料 「カタナ® アベンシア® Pブロック」 について
目 次
モリタ友の会会員限定記事
- Clinical Report ソニックサージオン300を用いたサイナスリフト骨開窓テクニック
- Clinical Report EndoWave Express version
- Clinical Report 知覚過敏抑制材料「MSコート F」新登場 -MSコートONEにフッ化物が入ってパワーアップ-
- Clinical Report プロビスタスーパークイック液材を使用した臨床応用
- 私の臨床 患者さんにも術者にもやさしいLEDが診療部位を明るく照射無影効果の高いルナビューEL
- DOC-5発売30周年記念特別インタビュー 世代を超えて選ばれ続けるDOC-5
- Trends EX.3プレスの特長と製作手順
- Clinical Report i-TFCシステムを用いた予知性の高い支台築造
他の記事を探す



モリタ友の会
セミナー情報
会員登録した方のみ、
限定コンテンツ・サービスが無料で利用可能
オンラインカタログでの製品の価格チェックやすべての記事の閲覧、臨床や経営に役立つメールマガジンを受け取ることができます。
商品のモニター参加や、新製品・優良品のご提供、セミナー優待割引のある、もっとお得な有料会員サービスもあります。