146号 AUTUMN 目次を見る
■目次
- ≫ はじめに
- ≫ 『エアロマーズSV』の加熱・鋳造方式
- ≫ ユーザーフレンドリーな対応
- ≫ 操作方法
- ≫ おわりに
■はじめに
歯科臨床において様々な歯科用合金が応用され、それぞれの歯科用合金を歯科技工において、より簡便に鋳造作業をおこなうために様々な鋳造器が歯科市場に導入されてきた。
近年においては数年にわたる貴金属相場の著しい高騰により歯科臨床における歯科用合金の活用について変化が生じてきている。その中でもコバルトクロム合金(図1)については従来から用いられている義歯への応用に加えメタルボンドのフレームへの臨床活用が注目をあびてきている。
こういった背景により鋳造器の在り方も変化を求められる時期に来たと言っても過言ではない。従来は様々な鋳造器を複数台導入し使い分けていることが多かった。当社はそれらの歯科技工事情に着目し、コバルトクロム合金の鋳造はもちろんのこと、歯科補綴で使用される低融点金属から高融点金属まで幅広くサポートできる高周波吸引加圧鋳造器『エアロマーズSV』を開発した。
以降本器の特長と、安心してご活用いただくための操作手順の詳細、ポイントなどにつき説明したい。

エアロマーズSV
図1 ノリタケスーパーアロイC60
金属焼付け用


■『エアロマーズSV』の加熱・鋳造方式
●加熱方式
現在、様々な溶融温度の歯科用合金(表1)が、市場で使用されており、それらの歯科用合金を融解する加熱方式も多岐にわたる(表2)。本器は、その中でも幅広く金属融解ができる高周波誘導加熱方式を採用している。
本器は、コイルを2重に巻いており効率良く融解できるため、昇温速度もコバルトクロム合金(30g)で約1分程度と早く、ヒーター劣化による交換なども無くランニングコストにおいても効率的であると言える(図2)
●鋳造方式
歯科技工で用いられる鋳造方式には様々な方式があるが、歯科鋳造において最も重要なのは、鋳造時における圧の初期圧および持続性であり、本器は吸引加圧方式を採用している。吸引加圧鋳造は、初期圧、持続性共に優れており(図3)、背圧による鋳造欠陥もなく良好な鋳造方式と言える。また減圧下で金属融解を行うため、金属の酸化をより軽減することができる(図4)。
スプルー植立時においても遠心鋳造の場合は圧力のベクトル方向を考慮する必要があるが、吸引加圧方式は加圧時に均一に圧力がかかるため、複雑な症例にも対応できる(図5、6)。
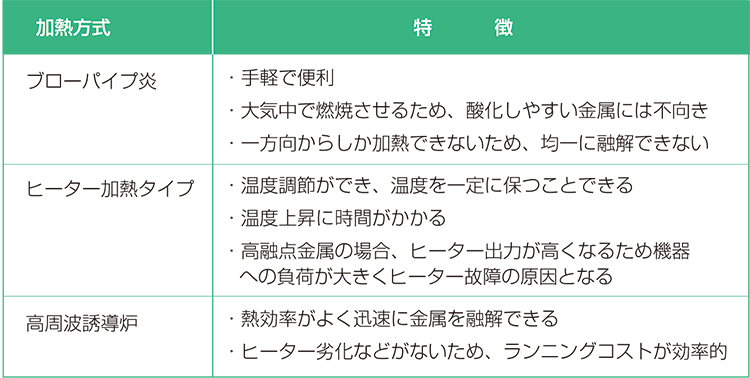
表1 主な歯科用合金の溶融温度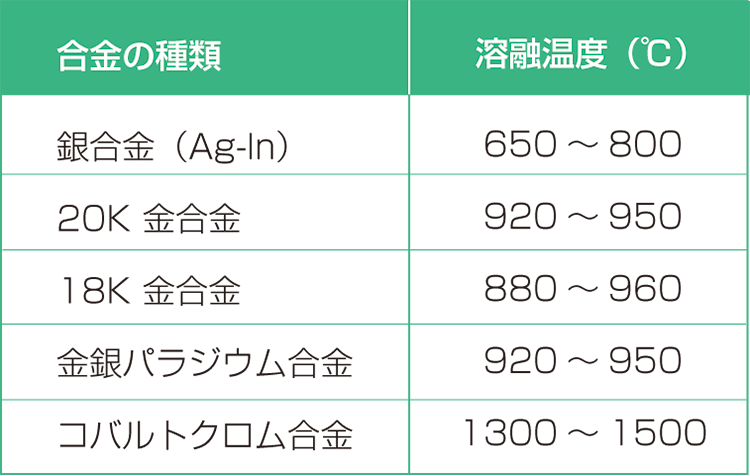
表2 各加熱方式の特徴


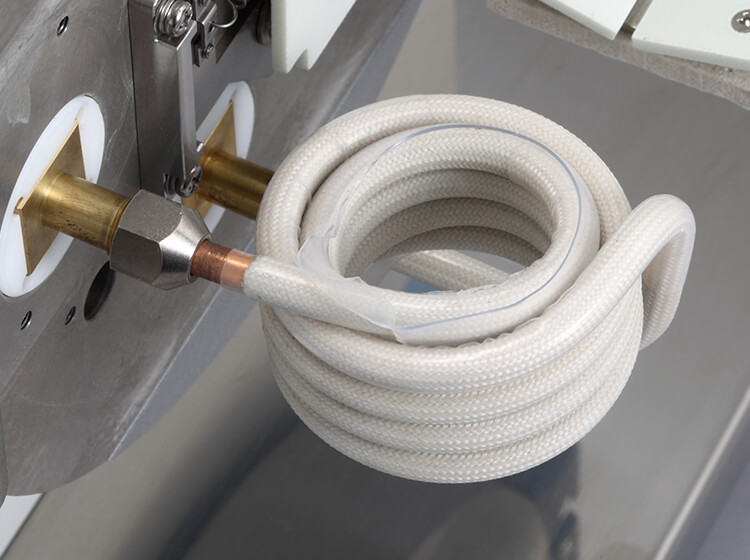
図2 加熱コイルを2重巻きにしており、ルツボ内の金属を高速での融解が可能である。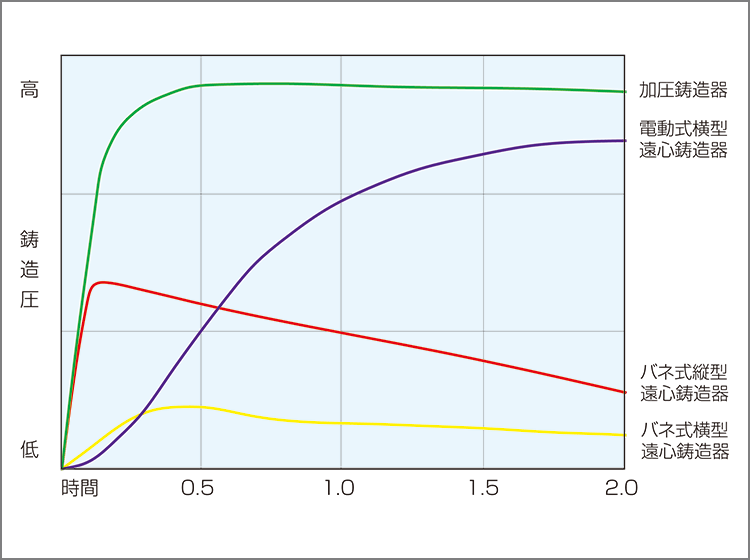
図3 鋳造方式による鋳造圧の違い
図4 チャンバー内を減圧し、酸素を減らすことで金属の酸化を軽減することができる。
図5 エアロマーズSVにて鋳造したコバルトクロム合金によるクラスプやバーなど。
図6 エアロマーズSVで鋳造した折鶴





■ユーザーフレンドリーな対応
本器は幅広い層のユーザーが歯科用合金を様々な症例に使用されると想定し、あえて自動化せずに可能な限りマニュアル化し、様々なニーズに対応できる仕組みが施されている。なおかつ簡単な切替操作で使いやすくシンプルな構造としている(図7)。
●低融点~高融点の幅広い金属・症例への対応
一般的に高周波誘導加熱は、短時間で高温に達するということからコバルトクロム合金のような高融点金属を用いて金属床などの義歯へ主に使用されてきた。
本器は、従来の概念を取り払い、銀合金、金銀パラジウム合金などの低融点金属からニッケルクロム合金やコバルトクロム合金などの高融点金属への幅広い金属に対応可能とした(表3)。
高融点金属対応のHモードと低融点金属対応のLモードと2つのモード、なおかつそれぞれのモードで金属融解時の昇温スピードをコントロールできるようになっている。特にLモードでは従来の高周波鋳造器では難しいとされていた銀合金、金銀パラジウム合金などの金属において、オーバーヒートをできるだけ抑えられるように昇温スピードをHモードの約1/2の出力に抑えている。これらの技術により義歯のみならずメタルコア、クラウン&ブリッジへの適用を可能としている(図8)
●真空ポンプ&アルゴンガスとの接続
チャンバー内の真空状態をさらに高め金属の酸化をより抑えたいというニーズにこたえるため、真空ポンプ(当社製スーパーポンプFD)(図9)を接続することを可能としている(表4)。また、金属融解時や、加圧をアルゴンガスにて対応したいというニーズにもこたえ、アルゴンガス接続後、簡単な切替操作でエアーとアルゴンガスの切替対応(図10)ができ、使用金属・症例に応じてさらなる金属酸化の防止が可能である。
●鋳造時の初速圧力調整
高融点金属と低融点金属を使い分ける際に鋳造にかかる圧力の調整も簡単な切替操作で可能となっている。例えば金銀パラジウム合金の場合には0.3MPa、コバルトクロム合金の場合は0.5MPaと切替し、鋳造時にかける圧力の初速圧を選択することができる(図10、11)。
●幅広い鋳造リングへの対応
幅広い症例に対応するには鋳造リングサイズも多岐にわたると想定し、リングセット部はスライド方式を採用しており、本器は直径30~90mm、高さ35~70mmまでの様々なリングのセットが可能である(図12)。また鋳造リングを用いないリングレス鋳造にも対応している(図13)。
●良好なキャストスタイル
本器は、鋳込み操作を、オペレーターが望むタイミングでキャストできるように、鋳造室であるチャンバーを前面に設置した。鋳造器の前方に立ち金属目視窓を垂直に見下ろすことによりベストなキャストタイミングを計ることができる(図14)。これにより使用するユーザーの意図するキャストタイミングで手動によりチャンバーを回転させ鋳込むことができるようにしている(図15)。さらに、コバルトクロム合金などの高融点金属の場合は1100℃以上になると、裸眼では金属の状態を確認することが困難になる。そのため適切なキャストタイミングを判断しやすいように様々な遮光フィルターの中から、最も金属が溶ける際に起きる“くずれやカゲ”が見やすい遮光フィルターを採用した。そのため高融点金属を融解し高温域に達した時、金属が青白く光りだした状態が見やすくなると共に良好なキャストポイントを得られる(図16)。
●連続鋳造への対応
効率よく加熱コイルを冷却するために水冷方式を採用したことで、連続鋳造が可能となり、コイルの寿命および器械への負担を軽減し、耐久性も向上している(図17)。
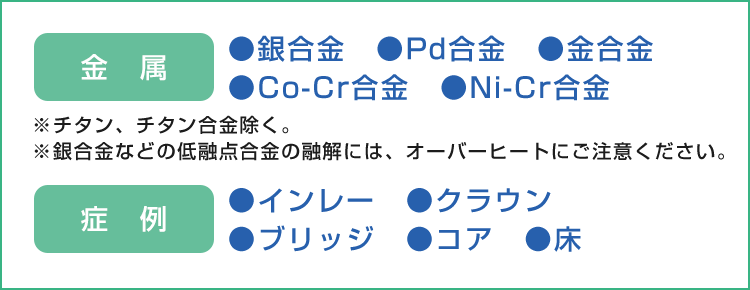
表3 適応金属・症例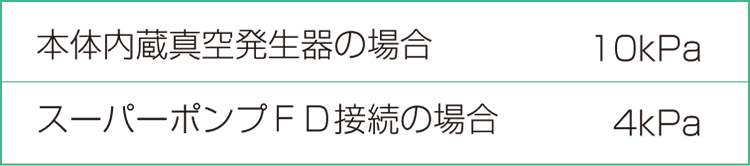
表4 到達圧力比較


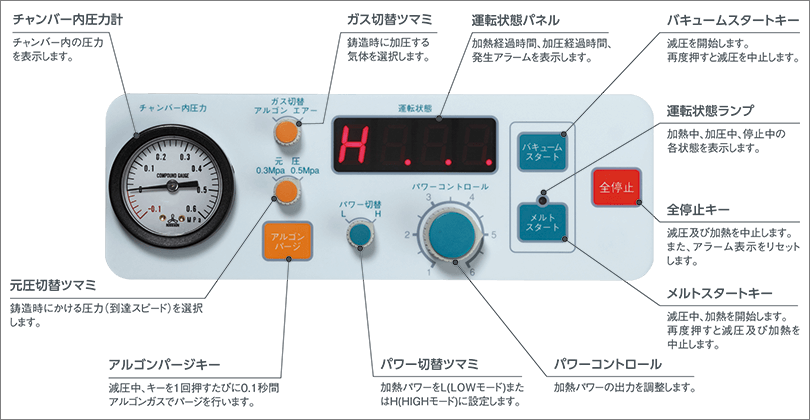
図7 シンプルな操作パネル
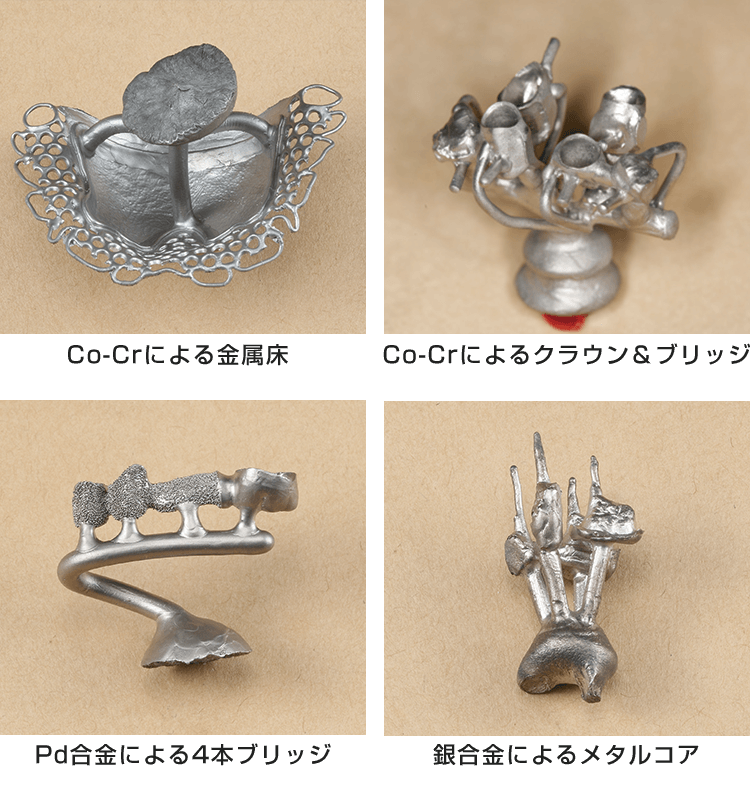
図8 鋳造写真例
図9 左上:当社製オイルレス真空ポンプ「スーパーポンプFD」
右下:本体と真空ポンプを接続するための真空ポンプ接続ユニット
図10 上:ガス切替ツマミ アルゴンガスを接続した後、エアーとアルゴンガスを簡便に切替ができ、鋳造時に加圧する気体を選択することができる。
下:元圧切替ツマミ 鋳造時にかける圧力(到達スピード)を選択する。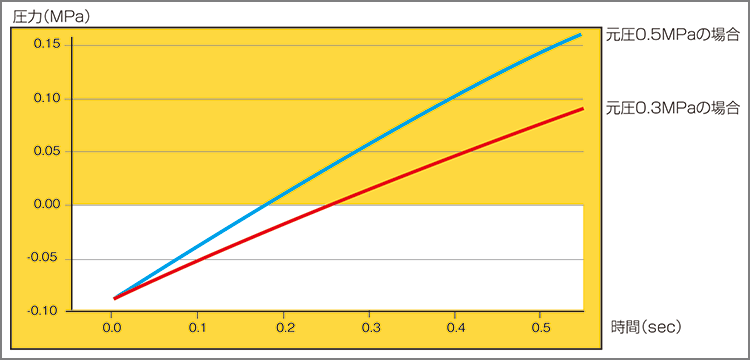
図11 使用する歯科合金に応じて0.3MPa、0.5MPaを選択し、到達スピードを切り替えて使用できる。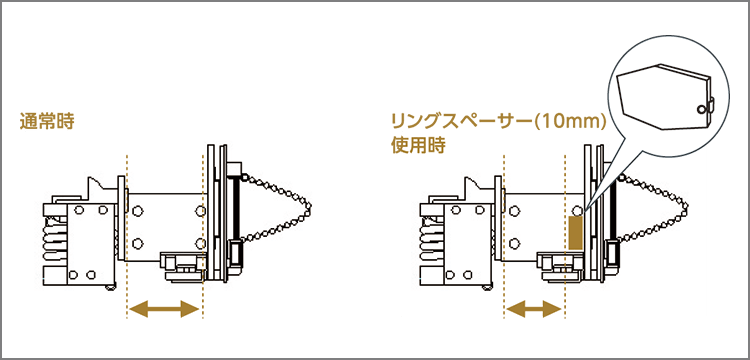
図12 リングセット部
通常時:φ30×H45mm~φ90mm×H70mmまで対応が可能。
リングスペーサー使用時:φ30×H35mm~φ90mm×H60mmまで対応が可能。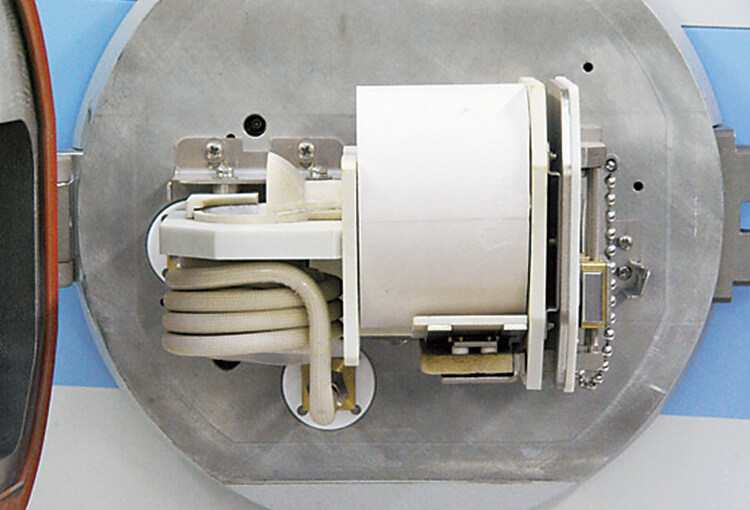
図13 リングセット部には図11の範囲に収まればリングレス鋳造も可能である。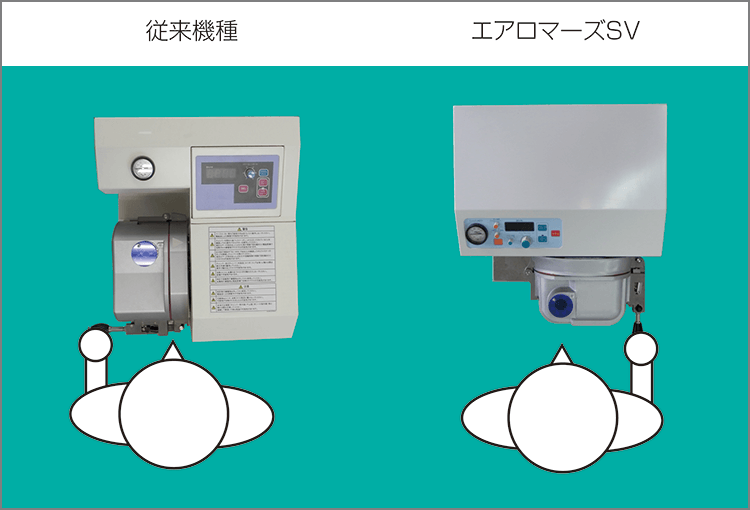
図14 当社従来器種との比較エアロマーズSVは金属の融解を垂直に見下ろし確認することができる。
図15 手動によりチャンバーを回転させる。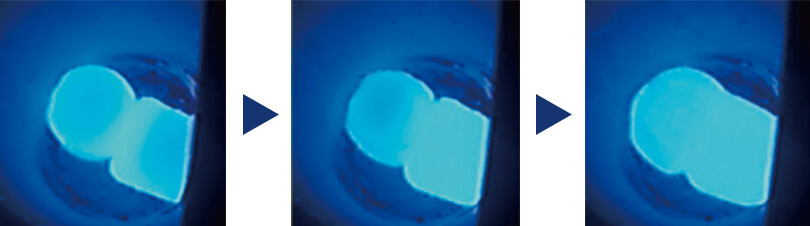
図16 コバルトクロム合金の場合の金属融解状況。黒い影が消えていくのがわかる。
※金属・症例によってキャストタイミングは異なるので注意する。
図17 冷却水ユニット。循環タイプ(左)か直結タイプ(右)かを選択することができる。












■操作方法

図18 チャンバーを開け、ルツボに歯科用合金を入れ、鋳造用リングをセットする。
図19 チャンバーを閉めバキュームスタートキーを押す。
図20 減圧が完了したらメルトスタートキーを押す。
図21 必要に応じて加熱パワーの出力をパワーコントロールツマミで調整し、チャンバー上部の金属目視窓から融解状況を確認する。
図22 融解に達したタイミングでチャンバーを回転させ歯科用合金を鋳造用リングに流し込む。
図23 チャンバーの回転と同時にチャンバー内に圧力がかかる。一定時間経過したらチャンバーを元の位置に戻すと圧力が抜ける。
図24 チャンバー内の圧力が抜けたらチャンバーを開け鋳造物を取り出し、鋳造作業が終了となる。







■おわりに
低融点金属から高融点金属までの鋳造を幅広くサポートする(チタンを除く)エアロマーズSV。
操作方法や鋳造タイミング等(コバルトクロム合金、金銀パラジウム合金)は、動画も準備しているので、そちらも参考にしていただきたい。
今後の皆様の臨床のお役に立てれば幸いです。
「エアロマーズSV」の使い方ムービーがご覧頂けます。
パソコンからの方は下記アドレスにアクセスして下さい。
デンタルプラザ ビデオライブラリー
http://www.dental‑plaza.com/article/aeromars_sv/movie/index.html
- 1) 小田 豊:第5章 金属成形 ②鋳造(埋没材・鋳造器)、歯科技工別冊/マテリアル選択・操作のハテナに答える臨床技工材料学の本、医歯薬出版株式会社、2012、P104‑105
- 2) 全国歯科技工士教育協議会:歯科技工士教本 歯科理工学②、医歯薬出版株式会社、2001、P63
- 3) 物理/化学、理科年表 平成12年 国立天文台編、丸善株式会社、P468
同じメーカーの記事を探す【 SKメディカル電子株式会社 】
モリタ友の会会員限定記事
目 次
モリタ友の会会員限定記事
- 特別インタビュー 歯科用マイクロスコープが示す理想の歯科医療環境
- 特別座談会 輝く女性デンティストに聞く 使える!マイクロスコープ、ワタシ流マイクロスコープ活用法
- Clinical Report 「ライカM320」で見える歯科医療を ~患者さんと繋がる確かなコミュニケーションツールとして~
- Clinical Report 「ライカM320」によるデジタルコミュニケーションのすすめ ~「Eye-Fiカード」&「iPad」活用法~
- Clinical Report クリアフィルマジェスティESフローの臨床応用
- Clinical Report 歯ぎしりセンサーバイトストリップの臨床試用
- Clinical Report 困った時の奥の一手として強い味方 ~ボンドフィルSBの応用~
- Trend 低融点金属から高融点金属までの鋳造を幅広くサポートする高周波吸引加圧鋳造器『エアロマーズSV』
- スペースライン誕生50周年特別企画 スペースラインユーザー INTERVIEW
他の記事を探す



モリタ友の会
セミナー情報
会員登録した方のみ、
限定コンテンツ・サービスが無料で利用可能
オンラインカタログでの製品の価格チェックやすべての記事の閲覧、臨床や経営に役立つメールマガジンを受け取ることができます。
商品のモニター参加や、新製品・優良品のご提供、セミナー優待割引のある、もっとお得な有料会員サービスもあります。